
Structure and Operating Principle of the Paper Machine Press Section
1. Function of the Press Section
The functions of the press section can be divided into three main aspects:
① Dewatering: Utilizing double-nip pressing to remove as much water as possible, thereby reducing steam consumption in the subsequent drying process.
② Improving Sheet Properties: Enhancing the internal bonding strength of the paper web, while simultaneously increasing the surface smoothness and reducing the two-sidedness of the sheet.
③ Sheet Transfer: Transporting the paper web from the forming section to the drying section.
2. Operating Principle of the Press Section
2.1 Dewatering Principle
The press section dewatering employs double-nip pressing to remove water from the paper web. Control is achieved by adjusting parameters like linear pressure and machine speed, while simultaneously minimizing rewetting of the web. The dryness of the sheet leaving the press section can reach 45%-50%. The dewatering effect primarily depends on three factors:
① Press section equipment selection and operation, such as roll type, presence/size of grooves, applied press pressure, whether rolls are covered and the hardness of the cover, nip length, etc.
② The paper web itself, such as furnish composition, filler content, freeness, temperature, basis weight, etc.
③ Press felt selection, such as felt compressibility, moisture content, and air permeability.
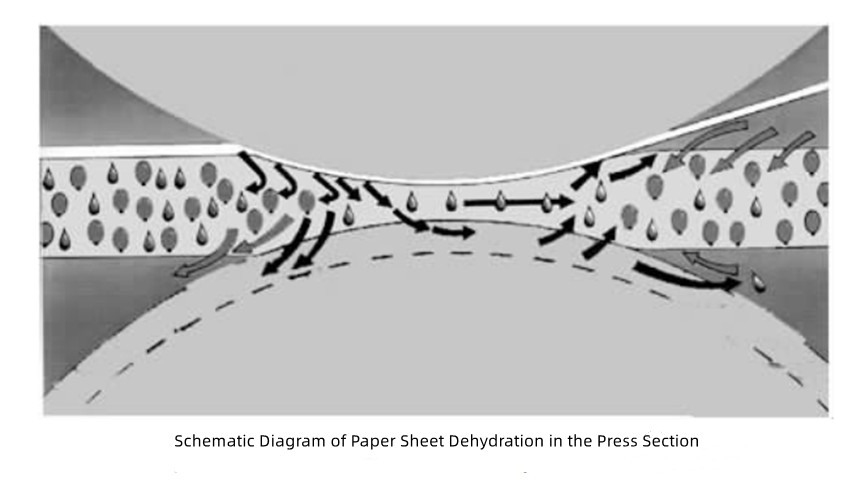
Dewatering in the press nip can be divided into four distinct stages:
① The paper web and felt begin to compress in the closing nip, with only a small amount of dewatering and air being expelled from the nip.
② After air expulsion, the web is very wet; increasing nip pressure forces water into the felt and roll grooves. Pressure reaches its maximum at the center of the nip. The felt is dewatered via the felt vacuum box, while water in roll grooves is removed by centrifugal force.
③ Pressure begins to decrease, and dewatering of the web continues. Web dryness reaches its peak value within the press nip.
④ The web remains in the press nip; a vacuum develops in the area between the web and the felt, drawing moisture from the felt back into the web (rewetting). To minimize rewetting, the web and felt should be separated as quickly as possible after the nip exit. During separation, the division of the water film also causes some water to flow back into the web, increasing rewetting. This is illustrated in Figure 1.
 2.2 Improving Sheet Properties
2.2 Improving Sheet Properties
Under high-intensity pressure, the number of contact points between paper fibers increases significantly, enhancing both physical contact forces and chemical bonds between fibers.
This substantially improves the overall strength of the web, such as enhanced internal bonding strength and significant increases in strength indices like tensile strength, tear resistance, and fold endurance. Simultaneously, the high pressure causes fibers to conform well onto the web and can transfer some material, thereby improving the surface smoothness of the web.
Selecting the appropriate press roll surface type and felt specification based on requirements can effectively reduce sheet two-sidedness.
2.3 Principle of Sheet Transfer
Via a pickup felt and vacuum pickup roll, the sheet is transferred from the forming section onto the pickup felt.
The sheet before the first press is supported by the bottom felt, thus reducing flutter upon nip entry. With the aid of a vacuum roll, the sheet is transferred from the double-felted first press to the top felt of the second press.
Simultaneously, before entering the second press nip, the bottom felt of the second press provides support for the sheet. Transfer from the second press nip to the third press or to the drying section is accomplished using a transfer vacuum roll or transfer vacuum box .
3. Different Types of Press Sections
A brief introduction to the configurations of several common types of press sections is provided below.
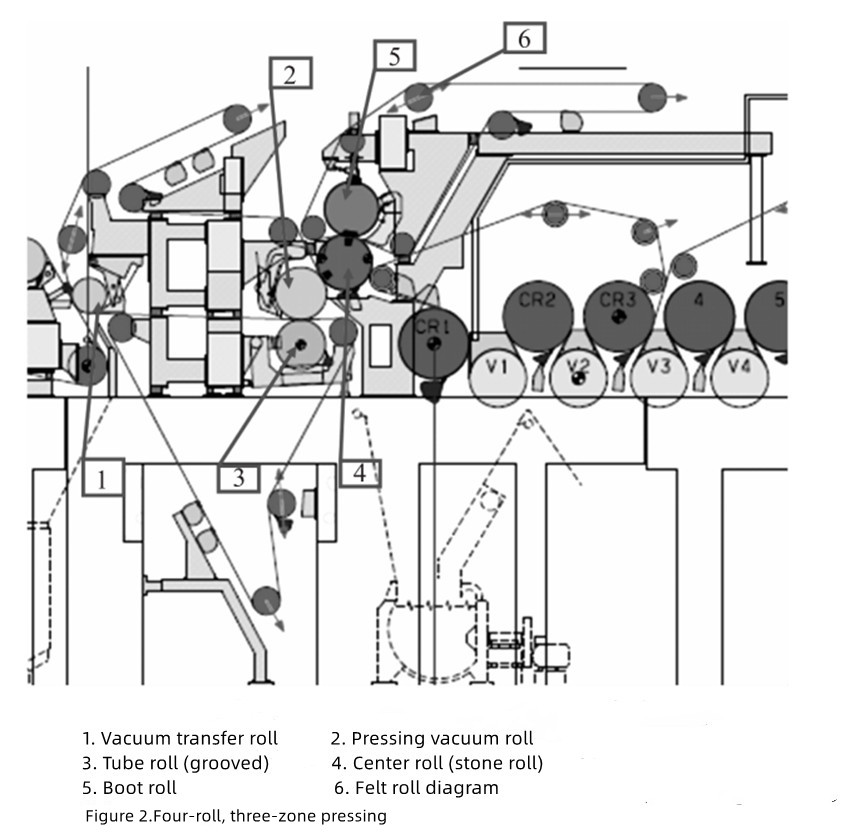
(1) Four-Roll Three-Nip Press, as shown in Figure 2.
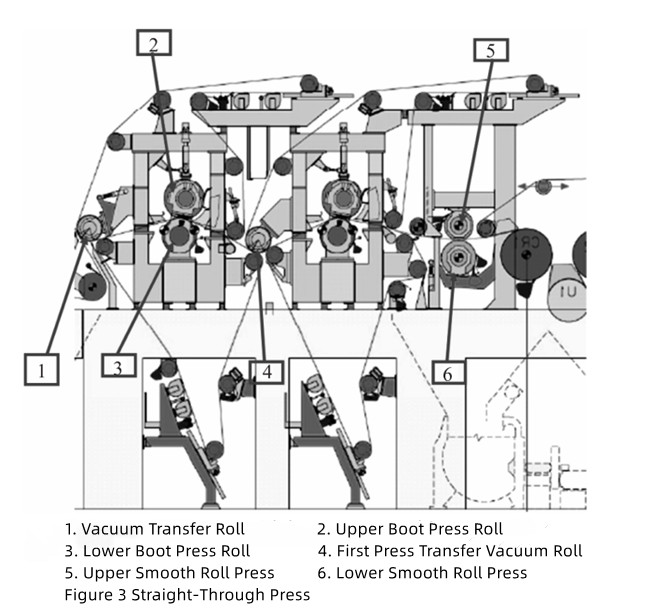
(2) Through-Air Drying Type One, as shown in Figure 3.
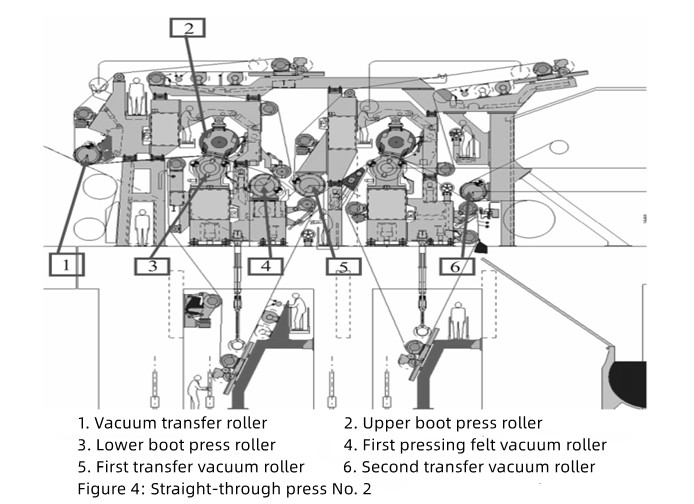
(3) Through-Air Drying Type Two, as shown in Figure 4.
4. Advantages and Disadvantages of Different Press Section Types
(1) The dewatering process differs between a Four-Roll Three-Nip Press and a Through-Air Drying Press, as shown in Figure 5.
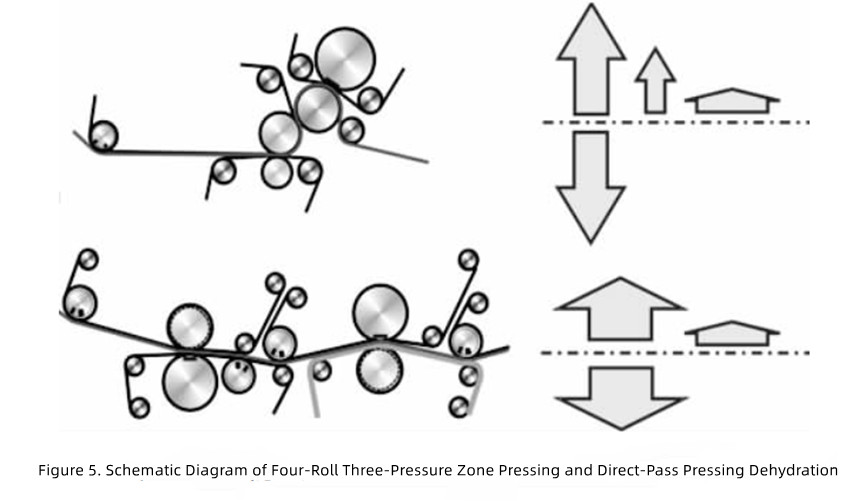
Their dewatering sequences differ. The direction of dewatering and the corresponding amount of water removed impact sheet quality differently.
From Figure 2, the dewatering situation in the three nips of the Four-Roll Three-Nip Press can be seen: the first press dewaters from both top and bottom sides. Because the center rolls of the second and third presses are granite rolls, dewatering in these nips occurs only from one side.
The amount of dewatering decreases as web dryness increases. For the Through-Air Drying Press in its two nips: the first press dewaters from both sides. In the second press, because the bottom felt is often a transfer belt, dewatering does not occur through the bottom. Of course, the use of granite rolls or transfer belts serves two main purposes: firstly, to prevent or minimize sheet rewetting, and secondly, to improve paper smoothness.
(2) The investment cost differs between a Four-Roll Three-Nip Press and a Through-Air Drying Press.
Advantages of the Four-Roll Three-Nip Press: Compact structure, lower investment cost.
Disadvantages: Open draw transfer from the press section to the dryer section, prone to sheet breaks; grinding of granite rolls; nips influence each other.
Advantages of the Through-Air Drying Press: Fully closed sheet transfer, uniform sheet moisture profile.
Disadvantages: High investment cost, large footprint.
(3) The impact on the paper web differs between a Four-Roll Three-Nip Press and a Through-Air Drying Press, as shown in Figure 6.
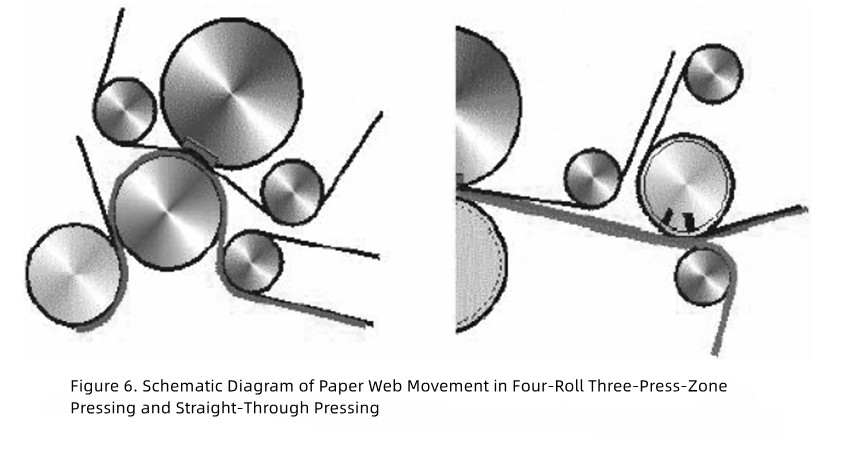
The Four-Roll Three-Nip Press uses open draws, resulting in less uniform sheet moisture profile compared to the Through-Air Drying Press.
Advantages of the Through-Air Drying Press: Fully closed sheet transfer, uniform sheet moisture profile.
Closed transfer facilitates stable high-speed operation.
Double Shoe Nip Press increases web dryness, which can reach 48%-52% depending on the grade.
Utilizes three felts and one transfer belt, ensuring stable sheet runnability, achieving high web dryness and good cross-direction (CD) moisture profile.
Allows easy adjustment of individual nips without mutual interference.
Straight-line sheet run from the forming section through the press section minimizes stress and rewetting on the sheet after the nips.
Full-width sheet support through the nips eliminates the need for a separate tail threading system, representing the safest and most efficient method.
Wide-Nip Shoe Press Design, compared to conventional roll nips, provides 4-6 times longer press dwell time. This ensures sufficient time for water flow and results in high dryness after the second press.
Simultaneously, the bottom of the second press is a transfer belt. The transfer belt is a hydrophobic fabric to reduce sheet rewetting, thus achieving better CD moisture profile and dryness after the nip. Also suitable for grades limited by flow capacity.
All press rolls are grooved rolls for optimal dewatering effect.
Higher dryness increases the wet strength of the web, thereby improving runnability [3], especially at the beginning of the dryer section. Simultaneously, drying energy consumption can be reduced.
Felts can be changed quickly and easily.
Due to the fully cantilevered structure, endless felts can be used and threaded into the paper machine.
Equipped with a ventilation system, which helps remove harmful mist and air currents while maintaining uniform temperature distribution.